Рекомендации по применению свёрл
Элементы спирального сверла
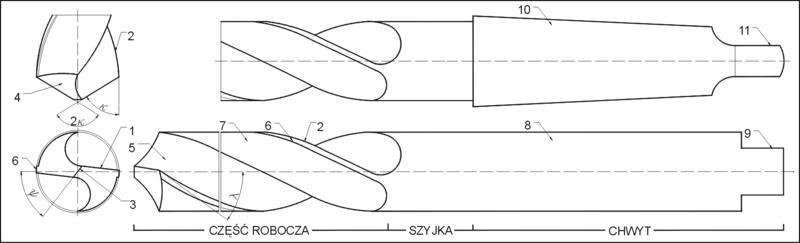
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов.
Рабочая часть
- Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
- Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
- Хвостовик — для закрепления сверла на станке или в ручном инструменте.
- Поводок для передачи крутящего момента сверлу или лапка для выбивании сверла из конусного гнезда.
- Шейка, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла
Элементы спирального сверла.
- Угол при вершине 2? — угол между главными режущими кромками сверла. С уменьшением 2? увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и таким образом к повышению стойкости сверла. Но при малом 2? снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2?=80…90°. Для сталей и чугунов 2?=116…118°. Для очень твердых металлов 2?=130…140°.
- Угол наклона винтовой канавки ? — угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ?).
- Передний угол ? определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки.
- Задний угол ? определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла.
- Угол наклона поперечной кромки ? расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ?=50…55°.
Переменные значения углов ? и ? создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол ? и действительные углы в процессе резания будут следующими:
?кин=?+?
?кин=?-?
Классификация свёрл
По конструкции рабочей части бывают:
Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2?=116…118°; 2?0=70°; 2?0’=55°. Тем самым длина режущей кромки увеличивается и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол ?≈5°.
Плоские (перовые) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (?=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия напраляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
Ружейные — применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
Кольцевые — пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные — применяют для сверления центровых отверстий в деталях.

По конструкции хвостовой части бывают:
Цилиндрические
Конические
Четырёхгранные
Шестигранные
Трёхгранные
SDS
По способу изготовления бывают:
Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р6М5 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
Сварные — спиральные свёрла диаметром более 8 мм изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
Оснащённые твёрдосплавными пластинками — бывают с прямыми, косыми и винтовыми канавками (в том числе с ?=60° для глубокого сверления). Более эффективны при обработке хрупких материалов.
По форме обрабатываемых отверстий бывают:
Цилиндрические
КоническиеПо обрабатываемому материалу бывают:
Универсальные
Для обработки металлов и сплавов
Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич,
бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
Для обработки стекла, керамики
Для обработки дерева
Некоторые виды свёрл: A — для обработки металла; B — для обработки дерева; C — для обработки бетона; D — перовое сверло для обработки дерева; E — универсальное сверло для обработки металла или бетона; F — для обработки листового металла; G — универсальное сверло для обработки металла, дерева или пластика. Хвостовые части: 1, 2 — цилиндрические; 3 — SDS-plus; 4 — шестигранник; 5 — четырёхгранник; 6 — трёхгранник; 7 — для шуруповертов.
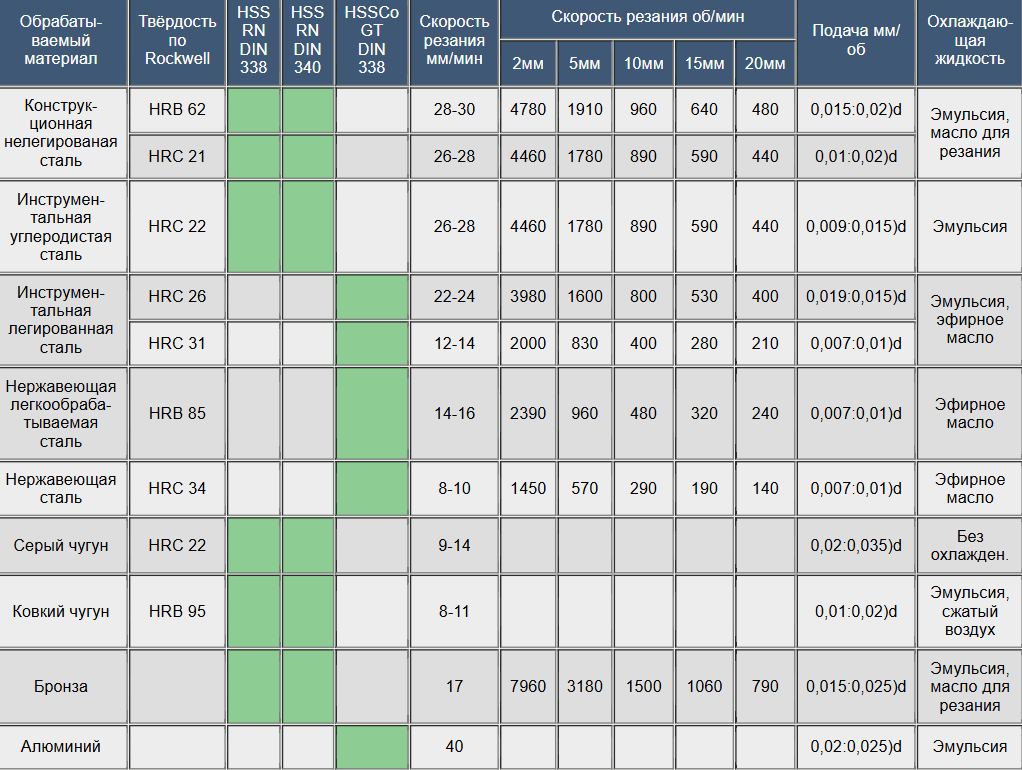
Рекомендации по применению импортных свёрл